 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter







Bokskolonne Monteringsmaskiner
XXZ15 Box Column Assembling Machines er utstyr med høy ytelse i linjen for å produsere boks -kolonne, som er produsert av Jinfeng Weldcut som er den profesjonelle Kina -produsenten og leverandøren av XXZ15 Box Column Assembling Machines med rimelig pris. Maskiner for XXZ15 -boks -monteringsmaskiner gir mer sikkerhet og høy effektivitet for å montere platene i U -form og boksform som er nødvendig for bokskolonneproduksjonen.
Modell:XXZ15
Send forespørsel
produktbeskrivelse
Jinfeng Weldcut vil gi 1 års garanti for XXZ15 -kolonne -monteringsmaskiner. De viktigste elektriske elementene i bokskolonneproduksjonslinjene er valgt fra det verdensberømte merket som vil gi mer praktisk for brukere å finne delene i lokalt uten å komme fra lang avstand fra Kina. Maskiner for XXZ15-kolonne-monteringsmaskiner er det mest avanserte og høye effektivitetsutstyret for å øke produktiviteten for sluttbrukere fra stålkonstruksjoner, stålkonstruksjon og høy bygning.
Spesifikasjoner
|
1 |
Bokskolonnebredde |
□ 300 ~ □ 1500 mm |
|
2 |
Boks kolonnehøyde |
□ 300 ~ □ 1500 mm |
|
3 |
Boks kolonnelengde |
6000 ~ 15000 mm |
|
4 |
Jernbanelengde |
19000 mm |
|
5 |
Jernbanespenn |
2500 mm |
|
6 |
Hovedmaskinens bevegelseshastighet |
0,5 ~ le |
|
7 |
Arbeidstrykk av hydraulisk system |
12 MPa |
|
8 |
Maksimalt trykk på sidesylinderen |
15T × 2 |
|
9 |
Maksimalt trykk på øvre sylinder |
21t × 2 |
|
10 |
Stasjonsmodus |
Tosidig variabel frekvensstasjon |
Funksjon og applikasjon
XXZ15 Bokskolonne Monteringsmaskiner har følgende fordeler:
Bokskolonnen (kolonnen) er sammensatt av en "U" -formet bjelke og en dekkplate som har blitt sveiset og dannet. Under montering er arbeidsstykket stasjonært, hovedmaskinen beveger seg i seksjoner, og klemmemonteringsmodus er plassert etter behov.

Løft først den "U-formede" flekken sveiset til transportbordet til monteringsmaskinen eller transporter den til denne stasjonen fra den forrige "U-formede" monteringsstasjonen. Løft deretter den øvre dekkplaten på den "U-formede" i henhold til tegningskravene, og bruk den som en vertssidepressende enhet og en øvre pressende enhet. Trykk og spot sveise den øvre dekkplaten for å fullføre monteringen av hele arbeidsstykket. Monteringen av segmenter av et arbeidsstykke i lengde oppnås av vertsmaskinens bevegelige plassering. Det samlede arbeidsstykket sendes til neste prosess av transportbordet for videre behandling.
(Manuelle CO2 MIG -sveisemaskiner her leveres av brukeren. De manuelle sveisemaskinene er ikke i forsyningsområdet for selger/leverandør)
Boksstråler



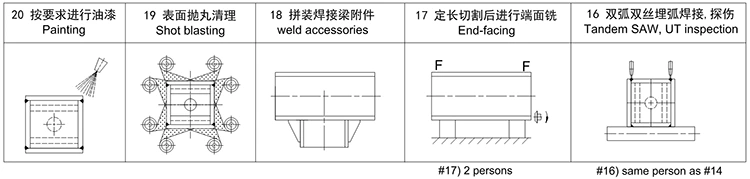
Hvordan produsere en sveisetbokskolonne fra stålplate?
Følgende er produksjonsflytskjemaet for produksjon fra plater til H -bjelken og endelig inspeksjon.
Produksjonsflytskjema



Hot Tags: Bokskolonne monteringsmaskiner, Kina, produsenter, leverandører, engros, fabrikk, tilpasset, laget i Kina, pris, kvalitet, ECA
Relatert kategori
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.








X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring